Additive Fertigung für industrielle Anwendungen - Entwicklung einer Auswahlsystematik für Bauteile zur Generierung funktionalen Mehrwerts mittels additiver Fertigung
Durch hohe Gestaltungsfreiheit und den Entfall produktspezifischer Werkzeuge gewinnen additive Fertigungsprozesse im industriellen Umfeld immer stärker an Bedeutung. Mit der Ausnutzung der verfahrensspezifischen Vorteile gegenüber konventionellen Fertigungsverfahren kann ein Mehrwert für Bauteile und Produkte generiert werden. Allerdings stellt die Auswahl potenzieller Bauteile, die durch die additive Fertigung einen Mehrwert erhalten können, eine Herausforderung dar. Zu diesem Zweck wurde eine Auswahlsystematik erarbeitet, um das Potenzial zu quantifizieren. Darauf aufbauend wird ein Ansatz vorgestellt, mit welchem beginnend mit der Bauteilauswahl über die Bauteil- und Prozesskettengestaltung eine Bewertung des Mehrwerts möglich ist. Dieser wird abschließend auf ein Strukturbauteil eines Fahrzeugs angewendet.
Industrielle Unternehmen und deren Entwicklungsabteilungen sehen sich in Zeiten der Digitalisierung zunehmend mit schnelleren Produktwechseln, kürzeren Lebenszyklen, Individualisierung, Steigerung der Effizienz in der Fertigung und höherer Leistungsfähigkeit der Produkte konfrontiert. Gleichzeitig wird neuen Herstellungsprozessen wie der additiven Fertigung ein wachsender Stellenwert zugemessen [1], da Bauteile basierend auf einem CAD-Modell in kurzer Zeit hergestellt werden können [2]. Es wird zunehmend versucht, additive Fertigungstechnologien zur Generierung von Mehrwerten für eine potenzielle Serienfertigung einzusetzen. Hierzu ist es allerdings erforderlich, die Potenziale zunächst zu identifizieren und diese anschließend in das Produkt zu integrieren. Die Zielsetzung ist deshalb die Entwicklung einer Vorgehensweise für die Bauteilauswahl sowie die abschließende Quantifizierung des geschaffenen Mehrwerts.
Methodik von der Bauteilidentifikation zur Validierung
Die aus der additiven Fertigung resultierenden Möglichkeiten gilt es zu nutzen, um einen Mehrwert für Produkte zu generieren. Ausgehend von der Auswahl potenzieller Bauteile bis zur Bewertung des finalen Produkts sind unterschiedliche Schritte erforderlich, für deren Realisierung verschiedene Ansätze vorliegen. Für die Bauteilauswahl wird in [3] darauf abgezielt, basierend auf wirtschaftlichen Aspekten aus einem Produktportfolio potenzielle Bauteile zu identifizieren, die durch additive Fertigung einen Mehrwert erhalten können. In diesem Zusammenhang wird eine generelle Vorgehensweise vorgestellt, die bei der Einführung der additiven Fertigung als neue Technologie in ein Unternehmen beginnt und über die Teileauswahl hin zur Integration von Alleinstellungsmerkmalen in ein Produkt ausgerichtet ist. Basierend auf einer Bauteilauswahl kann gemäß der in [4] entwickelten Methodik ein additiver Fertigungsprozess anhand verfahrensspezifischer und anlagenseitiger Limitationen ausgewählt werden. Weitergefasst wird eine Methodik in [5] eingeführt, mit welcher die Bauteilanalyse, das Produktdesign und die Auswahl des additiven Fertigungsprozesses in frühen Produktentwicklungsphasen unterstützt werden kann. Im Hinblick auf pulverbettbasierte Prozesse und das Binder Jetting wird eine Auswahlmethodik in [6] erarbeitet, in der vor allem geometrische und materialseitige Anforderungen in die Prozessauswahl einfließen. Für das anschließende Re-Design, d. h. eine prozess- und anwendungsspezifische Neugestaltung des Produkts, sind die geometrischen Gestaltungsmöglichkeiten durch die additive Fertigung zu berücksichtigen. Hierfür werden in [7] unterschiedliche Ansätze vorgestellt, mit denen dem Konstrukteur ein umfassendes Verständnis für die Möglichkeiten durch die additive Fertigung gegeben wird. Im Zuge des Re-Designs sollten neben Kriterien für die Schaffung eines Mehrwerts gegenüber der konventionellen Variante [8] auch prozessabhängige Gestaltungsrichtlinien [9] berücksichtigt werden.
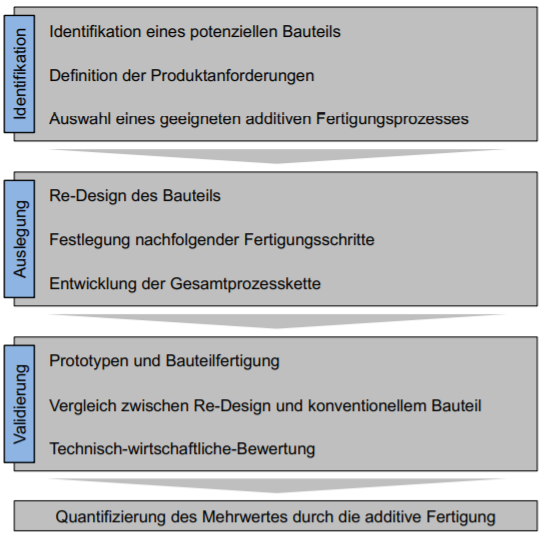
Bild 1: Vorgehensweise von der Bauteilidentifikation zur Validierung.
Für den nachfolgenden Schritt der Entwicklung einer Prozesskette für die additive Fertigung wird in [10] ein Konzept vorgestellt. Bei diesem wird der Fokus der Prozesskettenauslegung auf die Besonderheiten additiver Fertigungsprozesse gelegt. Die Gestaltung der Prozesskette kann auf unterschiedlichen Stufen erfolgen. Hierfür existieren Ansätze, um die additive Fertigung in bestehende Prozessketten zu integrieren [11], neue Prozessketten auszulegen [12] oder in das Produktionsnetzwerk [13] einzufügen. Die abschließende Bewertung des Re-Designs kann anhand technischer Aspekte wie Werkstoff, Anlagenlimitationen oder Bauteilgröße und wirtschaftlichen Kenngrößen wie beispielsweise Material- oder Maschinenkosten [14] basierend auf Kostenmodellen in Abhängigkeit der zu fertigenden Stückzahl [15] erfolgen.
In Bezug auf die genannten Arbeiten aus dem Stand der Technik, die sich mit Methoden zu Teilaspekten befassen oder umfassende Ansätze zur Bauteil-, Werkstoff- und Prozessauswahl enthalten, wurde eine Vorgehensweise abgeleitet, mit der es möglich ist, den Mehrwert durch die additive Fertigung in Produkte zu integrieren und zu quantifizieren. Das Schema der Vorgehensweise ist in Bild 1 dargestellt. Diese beginnt bei der Identifikation potenzieller Bauteile und schließt mit der Validierung eines additiv gefertigten Bauteils zur Quantifizierung des Mehrwerts ab. In der Phase der Identifikation werden zunächst ein potenzielles Bauteil identifiziert und Produktanforderungen definiert. Auf Basis elementarer Kenngrößen, wie Material oder Strukturauflösung, wird anschließend der additive Fertigungsprozess festgelegt. Im nachfolgenden Schritt der Auslegung erfolgt unter Berücksichtigung der ausgewählten Fertigungstechnologie und der bestehenden Produktanforderungen zunächst ein fertigungsgerechtes Re-Design des Bauteils. Durch das Re-Design wird eine Auslegung der Produktgestalt vorgenommen, bei der die Vorteile der additiven Fertigung ausgenutzt werden. Basierend auf Abweichungen zwischen dem Ist-Zustand nach der additiven Fertigung und dem Soll-Zustand des Re-Designs können nachgelagerte Prozessschritte notwendig sein. Diese beinhalten beispielsweise die Nachbearbeitung von Funktionsflächen oder eine Wärmbehandlung des Produkts. In Bezug darauf erfolgt die Ableitung einer Gesamtprozesskette. Im abschließenden Schritt der Validierung erfolgt zunächst die Fertigung von Prototypen und Funktionsbauteilen. Anhand dieser kann ein Vergleich zwischen dem Re-Design und der konventionell gefertigten Bauteilvariante gezogen werden. Dieser Vergleich bildet die Grundlage für eine technisch-wirtschaftliche Bewertung, um den Mehrwert durch die additive Fertigung zu quantifizieren.
Den Ausgangspunkt der Vorgehensweise bildet die Identifikation eines Bauteils. Speziell für diesen ersten Schritt wird nachfolgend eine Systematik vorgestellt, die es erlaubt, Produkte zu identifizieren, die durch additive Fertigung einen Mehrwert erhalten können.
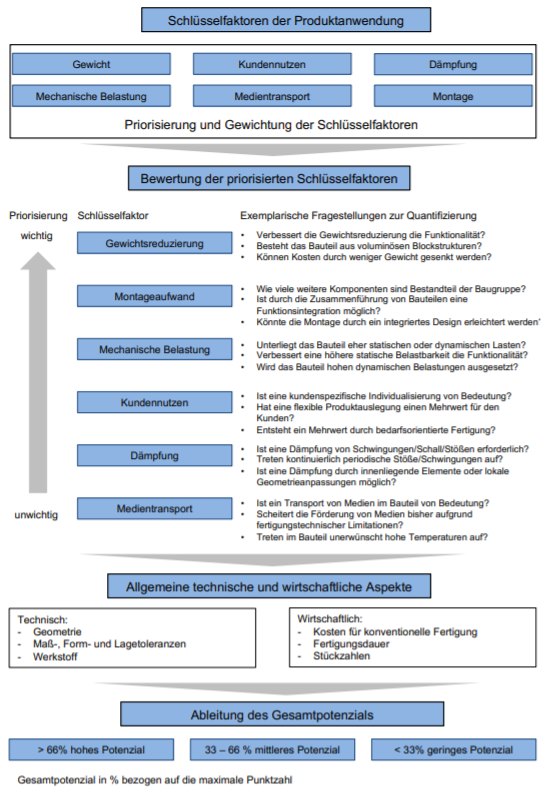
Bild 2: Systematik zur Identifikation potenzieller Bauteile für die additive Fertigung.
Systematik zur Bauteilidentifikation
Die erarbeitete Systematik (Bild 2) ist auf die Identifikation potenzieller Produkte aus einem vorhandenen Produktportfolio abgestimmt, mit der das Potenzial für ein Bauteil zur additiven Fertigung quantifiziert und kategorisiert werden kann. Sie ist daher als erster Schritt zur Bauteilidentifikation anwendbar. Weiterführende Aspekte zur Bauteilherstellung wie die Auswahl eines geeigneten Werkstoffes oder eines additiven Fertigungsprozesses sind nicht Schwerpunkt dieses Abschnittes. Für die Systematik wurden Schlüsselfaktoren, die durch den Einsatz der additiven Fertigung besonders vielversprechend umgesetzt werden können, definiert. Diese umfassen das Bauteilgewicht, Kundennutzen, Dämpfung, mechanische Belastung, Medientransport sowie Montage. Die Schlüsselfaktoren wurden basierend auf Arbeiten im Stand der Technik [2-9] ausgewählt und sind während der Entwicklung der Systematik in Zusammenarbeit mit Produktentwicklern und Prozessexperten auf dem Gebiet der additiven Fertigung angepasst worden. Zudem haben sich diese im Zuge der Verwendung der Systematik in Produktworkshops mit Fachabteilungen als entscheidende Faktoren für das vorliegende Produktportfolio herausgestellt. Um eine möglichst anwendungsnahe Bewertung zu ermöglichen, erfolgt auf Grundlage der genannten Schlüsselfaktoren deren anfängliche Priorisierung für das zu bewertende Produkt. Dabei können einzelne Schlüsselfaktoren entsprechend ihrer Bedeutung für die Funktionalität des Produkts gewichtet oder komplett ausgeschlossen werden. Im Rahmen der Bearbeitung konkreter Fragestellungen werden in Abhängigkeit der Antwort Bewertungspunkte auf einer ganzzahligen Skala von null bis zwei vergeben. Dadurch ist für die einzelnen Kriterien und in Summe für das Produkt ein Potenzial ermittelbar. Je höher die resultierende Punktzahl ist, desto größer ist das Potenzial des Bauteils. Zur Orientierung sind in Bild 2 exemplarische Fragestellungen angeführt, die zur Bewertung herangezogen werden. Die Eingrenzung auf einen einheitlichen Fragekatalog gewährleistet die Vergleichbarkeit der identifizierten Potenziale für unterschiedliche Produkte. Der Fragenkatalog wurde von Prozessexperten entwickelt und in mehreren firmeninternen Anwenderbefragungen erprobt. Durch die Verknüpfung der Priorisierung mit der jeweiligen Punktzahl der Schlüsselfaktoren kann das Potenzial des Produkts dennoch niedrig ausfallen, wenn ein Kriterium eine hohe Punktzahl erzielt, aber als unwichtig eingestuft wurde. Neben der Bewertung der Schlüsselfaktoren für das Produkt werden auch technische und wirtschaftliche Aspekte berücksichtigt. Diese beziehen sich von technischer Seite auf Geometrie, Maß-, Form- und Lagetoleranzen sowie den bevorzugten Werkstoff. Dementsprechend ist das Potenzial gering, wenn die Bauteilgröße die Möglichkeiten der verfügbaren additiven Fertigungsanlagen übersteigt oder ein Werkstoff für additive Fertigungsprozesse ungeeignet ist. Die wirtschaftliche Bewertung ist auf die Kosten zur Bauteilherstellung durch das derzeit eingesetzte Fertigungsverfahren, die Fertigungsdauer oder Stückzahlszenarien ausgerichtet. Hierbei wird bewertet, welche Mehrkosten durch Fertigungsprozess und -dauer entstehen und bis zu welcher Stückzahl die additive Fertigung wirtschaftlich sinnvoll ist. Nach Abschluss der Bewertung kann anhand der Punktzahl ein Gesamtpotenzial für ein Produkt abgeleitet werden. Die Einstufung des Potenzials bezieht sich auf die Summe der tatsächlich vergebenen Punkte und die maximal erreichbare Punktzahl. Als mögliche Kategorien wurden aufgrund der eingeführten Punkteskala drei Bereiche definiert, bei denen zwischen hohem, mittlerem und geringem Potenzial unterschieden wird. Dadurch ist in einem ersten Schritt eine Potenzialeinschätzung der Produkte möglich. Für eine detaillierte Einordnung ist die erreichte Punktzahl zur Bewertung zu verwenden.
Anwendung der Systematik auf ein Strukturbauteil
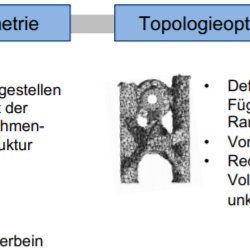
Die erarbeitete Vorgehensweise (Bild 1) und Auswahlsystematik (Bild 2) werden nachfolgend auf ein Strukturbauteil für ein Fahrzeug aus dem Kontext der urbanen Mobilität angewendet. Mithilfe der Auswahlsystematik wurde ein Potenzial von etwa 70 % identifiziert. Die Funktion des Strukturbauteils ist es, die Rahmenstruktur der Fahrzeugzelle mit dem Federbein des Vorderrads zu verbinden. Als mögliche konventionelle Fertigungsverfahren kommen Fräsen oder Gießen in Frage. Bedingt durch den Einsatzort und die Funktion wurden als maßgebliche Schlüsselfaktoren das Gewicht und die Montage mit den umliegenden Komponenten identifiziert. Durch eine Senkung des Bauteilgewichts wird zudem auf das Gesamtgewicht und damit verbunden, auf den Energieverbrauch des Fahrzeugs Einfluss genommen. Zusätzlich wurde die Erleichterung der Montage als Schlüsselfaktor eingestuft, wobei neben dem Bauteildesign das Gewicht bei der Handhabung eine Stellgröße darstellt. Als potenzieller Fertigungsprozess wird aufgrund des verwendeten Werkstoffs (316L) und der hohen Strukturauflösung gegenüber anderen additiven Fertigungsverfahren das pulverbettbasierte Schmelzen mittels Laserstrahl ausgewählt. Die für das Re-Design angewendeten Schritte sind in Bild 3 schematisch dargestellt.
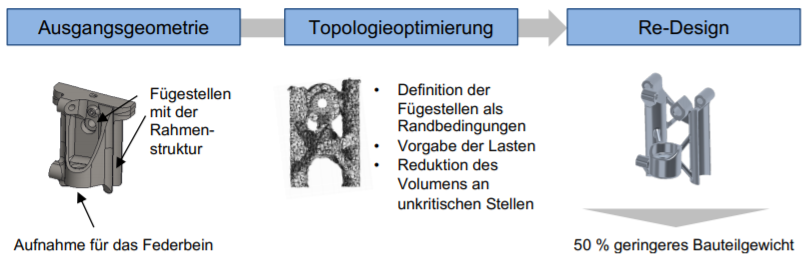
Bild 3: Vorgehensweise zum Re-Design des Strukturbauteils.
Im Nachgang daran werden die Produktanforderungen hinsichtlich der zu berücksichtigenden Fügestellen und auftretenden Kräfte im Lastenheft definiert. Für eine erste Auslegung eines Designentwurfes werden als mögliche Lastfälle neben der Kurvenfahrt sowohl eine Vollbremsung als auch eine Überlastung angenommen. Als Zielgröße für das Re-Design dienen die kritischen Sicherheitswerte der konventionellen Variante, die nicht unterschritten werden dürfen. Für den nachfolgenden Schritt der Topologieoptimierung werden die auftretenden Kräfte der unterschiedlichen Lastfälle ermittelt und als Eingangsgrößen definiert. Die Topologieoptimierung wird unter der Zielvorgabe, das Bauteilvolumen in Abhängigkeit der vorgegebenen Lasten zu reduzieren, durchgeführt. Die Fügestellen mit den umliegenden Komponenten werden zudem als Randbedingungen definiert. Abgesehen von den Fügestellen wird an den verbleibenden Bereichen im Optimierungsraum Volumen in Abhängigkeit der definierten Lasten entfernt. Die resultierende Geometrievariante dient zur Ableitung eines CAD-Modells. Bei der Auslegung des Re-Designs werden nicht nur das Ergebnis der Topologieoptimierung, sondern auch Spezifikationen des additiven Fertigungsprozesses berücksichtigt. Dadurch wird der Anteil erforderlicher Stützstrukturen reduziert und der Nacharbeitsaufwand gesenkt. Auf Basis des neuen Re-Designs wird eine Finite Elemente Simulation durchgeführt und das berechnete Spannungsfeld der konventionell gefertigten Variante gegenübergestellt. Dadurch konnte eine Reduzierung der Spannungen in kritischen Bauteilbereichen nachgewiesen werden. Die Prozesskette zur Herstellung des finalen Bauteils sieht im Wesentlichen die Abtrennung des Bauteils von der Bauplattform, die Entfernung der Supportstrukturen und die Fertigung von Bohrungen mit Gewinden an den Fügestellen vor. In Bezug auf das abgeleitete Re-Design kann auf technischer Seite eine Gewichtseinsparung von etwa 50 % gegenüber der Ausgangsgeometrie realisiert werden. Unter der Annahme einer konventionellen Fertigung mittels Fräsen aus dem Vollen ist eine Kostenersparnis unter Einbeziehung der Fertigungs-, Material- und Nacharbeitskosten von etwa 60 % bei der Einzelteilfertigung möglich. Da sich das Fräsen allerdings auf kleine Stückzahlen beschränkt, wird der Einsatz der additiven Fertigung in frühen Produktphasen bevorzugt.
Zusammenfassung
Im Rahmen dieser Veröffentlichung wird eine Vorgehensweise vorgestellt, um für Produkte einen Mehrwert durch die additive Fertigung zu generieren. Hierzu wurde eine Auswahlsystematik entwickelt, mit deren Hilfe Bauteile aus einem bestehenden Produktportfolio ausgewählt werden können, die hierfür ein hohes Potenzial besitzen. Die Systematik basiert auf der Identifikation von Schlüsselfaktoren, die insbesondere durch die additive Fertigung beeinflussbar sind. In Zusammenarbeit mit Produktentwicklern wird mit dieser eine quantifizierte Bewertung der Produkte vorgenommen. Basierend auf der Bauteilauswahl folgt eine Vorgehensweise zum Re-Design des Bauteils, um die Möglichkeiten der additiven Fertigung auszunutzen. Abschließend kann damit der Mehrwert des Re-Designs gegenüber der konventionell gefertigten Variante bewertet werden. Die entwickelten Ansätze wurden auf ein Strukturbauteil aus dem Bereich der urbanen Mobilität angewendet. Die wesentlichen Schlüsselfaktoren sind bei diesem Gewicht und Montageaufwand. Durch das Re-Design ist eine Gewichtseinsparung von etwa 50 % und eine Senkung der Kosten gegenüber einer gefrästen Variante von etwa 60 % realisierbar.
Dieser Beitrag entstand im Rahmen des Projekts „Additive Fertigung – Potenziale und Prozess“, das durch die Initiative Schaeffler Hub for Advanced Research at FriedrichAlexander-Universität Erlangen-Nürnberg (SHARE at FAU) gefördert wird.
Schlüsselwörter:
Additive Fertigung, Auswahlsystematik, PotenzialanalyseLiteratur:
[1] Schmidt, M.; Merklein, M.; Bourell, D.; Dimitrov, D.; Hausotte, T.; Wegener, K.; Overmeyer, L.; Vollertsen, F.; Levy, G. N.: Laser based additive manufacturing in industry and academia. In: CIRP Annals 66 (2017), S. 561-583.
[2] Rosen, D. W.: Research supporting principles for design for additive manufacturing. In: Virtual and physical prototyping 9 (2014) 4, S. 225-232.
[3] Lindemann, C.; Reiher, T.; Jahnke, U.; Koch, R.: Towards a sustainable and economic selection of part candidates for additive manufacturing. In: Rapid Prototyping Journal 21 (2015) 2, S. 216-227.
[4] Mancanares, C. G.; Zancul, E. de S.; da Silva, J. C.; Miguel, P. A. C.: Additive manufacturing process selection based on parts‘ selection criteria. In: Int. Journal of Advanced Manufacturing Technologies 80 (2015), S. 1007-1014.
[5] Wortmann, N.; Jürgenhake, C.; Seidenberg, T.; Dumitrescu, R.; Krause, D.: Methodical approach for process selection in additive manufacturing. In: Int. Conf. on Engineering Design ICED19 (2019), S. 779- 788.
[6] Gokuldoss, P. K.; Kolla, S.; Eckert, J.: Additive manufacturing processes: Selective Laser Melting, Electron Beam Melting and Binder Jetting – Selection Guidelines. In: materials 10 (2017) 672, S. 1-12.
[7] Kumke, M.; Watschke, H.; Hartogh, P.; Bavendiek, A.-K.; Vietor, T.: Methods and tools for identifying and leveraging additive manufacturing design potentials. In: Int. Journal of Interactive Design and Manufacturing 12 (2018), S. 481- 493.
[8] Klahn, C.; Leutenecker, B.; Meboldt, M.: Design for Additive Manufacturing – Supporting the substitution of components in series products. In: Procedia CIRP 21 (2014), S. 138-143.
[9] Kumke, M.; Watschke, H.; Vietor, T.: A new methodological framework for design for additive manufacturing. In: Virtual and physical prototyping 11 (2016) 1, S. 3-19.
[10]Gläßner, C.; Yi, L.; Aurich, J. C.: Concept for development of additive process chains in manufacturing companies. In: Schmitt, R.; Schuh, G. (Hrsg): Advances in Production Research – Proceedings of the 8th Congress of the German Academic Association for Production Technology (WGP). Cham, Switzerland 2018.
[11]Yi, L.; Gläßner, C.; Aurich, J. C.: How to integrate additive manufacturing technologies into manufacturing systems successfully: A perspective from the commercial vehicle industry. In: Journal of Manufacturing Systems 53 (2019), S. 195-211.
[12] Thompson, M. K.; Stolfi, A.; Mischkot, M.: Process chain modelling and selection in an additive manufacturing context. In: CIRP Journal of Manufacturing Science and Technology 12 (2016), S. 25- 34.
[13] Spalt, P.; Bauernhansl, T.: A framework for integration of additive manufacturing technologies in production networks. In: Procedia CIRP 57 (2016), S. 716-721.
[14]Zanardini, M.; Bacchetti, A.; Adrodegari, F.: Evaluation of technical and economic feasibility of additive manufacturing technology: evidences from a case study. In: Industrial Systems Engineering (2016), S. 6-11.
[15] Thomas, D. S.; Gillbert, S. W.: Costs and Cost Effectiveness of Additive Manufacturing – A Literature Review and Discussion. In: NIST Special Publication 1176. 2014.